
颗粒机压辊老高温原因找到了!有图有真相
[压辊 新闻资讯]压辊烫到出料都发黑?老师傅在旁看到都急眼了:赶紧停机!
在颗粒生产车间里,这种场景太常见了。压辊高温是‘症状’,不是‘病因’,不找到病根,换再多轴承也是白搭!宝壳总结多年经验分析主要原因及对应解决建议如下:
1、铁质等硬物进入压制区
当原料中混有铁屑、铁钉、砂石等硬质杂质时,冲进压制区“咔嚓”一下,在压辊与环模之间剧烈摩擦或卡死,如果几分钟内不停机,会导致局部瞬间高温,严重时甚至烧红轴承或损坏压辊结构,真是暗器伤人直接伤模又伤辊。
解决建议:在原料进入颗粒机前,必须增设或检查除铁器、清理筛等预处理设备,确保有效去除铁屑、石子等硬质杂质,从源头杜绝硬物进入压制区。
2、原料含水率异常或干湿不均
原料含水率一般为13%-18%,最佳为15%;太湿易造成闷机、堵模,增加摩擦生热;太干则影响成型压力分布,导致局部过热。
解决建议:严格控制原料含水率在13%-18%(最佳约15%)。太湿需进行烘干,太干可适量添加蒸汽或水进行调质,并确保混合均匀,以保证原料适宜的塑性和流动性。
3、下料不均匀,忽多忽少
进料波动使压辊负载不稳定,时而过载发热,时而空转摩擦异常。
解决建议:检查并调整喂料器,确保其运行平稳、送料连续均匀。同时,保持待制粒仓料位稳定,避免出现“断料”或“涌料”现象,以维持压辊负载稳定。
4、润滑不足或润滑脂不耐高温
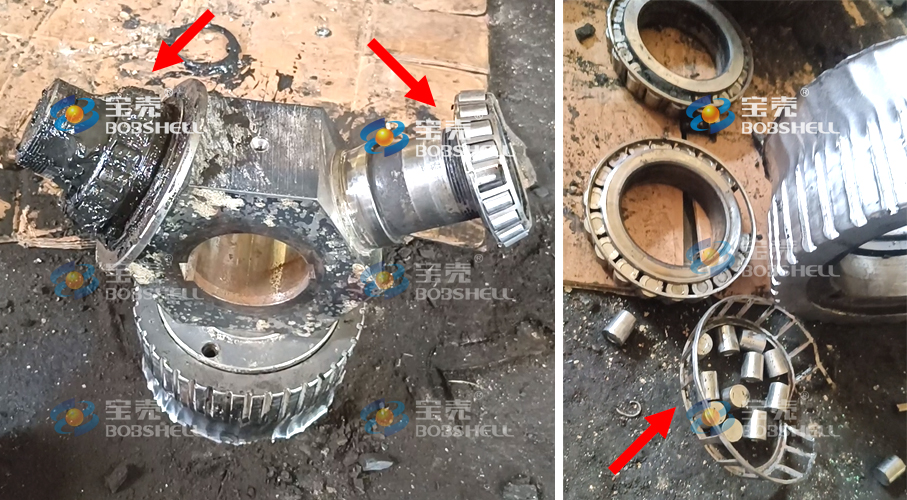
压辊轴承在高速运转下承受偏心力、摩擦力与模具挤压力,若润滑不足或使用普通黄油,油脂易流失,导致轴承干磨升温。拆开后若发现压辊壳内壁发蓝或碳化,就是典型烧蚀迹象。
以下是河北客户案例:润滑不到位导致轴承损坏、压辊异常磨损
解决建议:按规定周期和注油量,使用耐高温、高品质的专用润滑脂对压辊轴承进行润滑。确保润滑系统畅通,注油到位。在高温工况下,可考虑使用合成高温润滑脂,并定期检查油脂状态,及时更换。
5、压辊轴承运行不平行或装配松动
长期运行后压辊总成间隙变大,轴承不同步运转,造成局部过热甚至“散架”。
解决建议:定期停机检修,检查压辊总成的装配状态和紧固件。更换磨损的轴承,确保两压辊轴线平行,并按规定力矩拧紧所有固定螺栓,消除因松动或不对中引起的异常摩擦。
6、粉末进入轴承内部
木屑、秸秆等细粉会通过旋转缝隙进入压辊内部,与油脂混合成油泥,不仅加剧磨损,还阻碍散热。这是很多用户忽略的“隐形杀手”。
解决建议:加强压辊的密封防护,如检查并更换失效的油封、密封圈。定期清理压辊外壳上的粉尘堆积。在轴承润滑时,确保注油通道清洁,防止粉尘随油脂进入内部。
7、环模“死孔”过多或喇叭孔磨损
死孔增多使有效出料面积减小,压力集中,温度飙升;磨损的环模需更换。
解决建议:定期检查环模,使用专用工具疏通堵塞的模孔(“死孔”)。对于出现严重磨损或失效孔比例过高的环模,应及时更换新环模,以保证出料顺畅和压力分布均匀。
8、压缩比不匹配
比如用压缩比1:8的环模压制杂木或杨木,原料在模孔内流动受阻,出料困难;摩擦生热加剧,导致电机、轴承、环模等部件异常发热;轴承长期在高负荷下运转,摩擦生热增多,若润滑不足或散热不良,温度会持续升高,最终可能烧坏轴承。
解决建议:根据原料特性(如硬度、纤维含量、粘度)选择合适的环模压缩比。例如,压制杂木等较硬原料时,需选用压缩比较低的环模。切勿长期使用不匹配的模具,以免造成设备过载和异常发热。
9、压辊与模具间隙过大或过小
间隙不当会加剧摩擦或导致原料挤压不畅,间隙过小会导致金属直接摩擦,导致过热;间隙过大则原料打滑,影响成粒效率,间接造成负载不均、局部过热。
解决建议:按照设备说明书或专业指导,定期检查并精确调整压辊与环模之间的间隙。通常间隙应为0.1-0.3mm(或遵循制造厂标准),确保间隙适宜,既避免金属直接摩擦,又保证有效挤压。