
颗粒机压辊环模间隙调整方法(最直接最简单最实用)
[压辊 新闻资讯] 只要是了解木屑颗粒机设备的人,只要有人问你木屑颗粒机的压棍与环模间隙多少?相信大多数人都会说:0.3~0.5 mm,当然这只是一个量化的调节量,调节时可做参考。但如果你真的按照间隙测量法(如探针法、电容法等)测量出这个间隙我还真服你了。在实际生产中,有客户问到测量方法,我们通常教客户用A4纸测量。
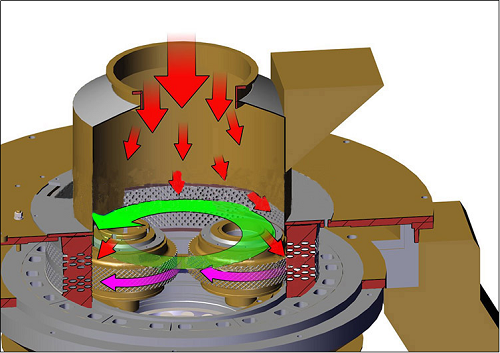
我们知道,木屑颗粒机的环模和压辊经热处理后其圆度一般会稍有变形,调节时应用压辊的最大外径与环模的最小内径相接触,如果按照这样的方法调节间隙为0.3~0.5 mm时,必然会造成环模最大内径处间隙过大。颗粒机调整好后,用不了两三天你还会再次调整,当然只要你不嫌麻烦。这样做虽然能够减少压棍与环模的磨损,但也需要花更多的时间频繁的调整。
千万不能用压辊最大外径与环模最小内径相接触调整,因为一旦压辊最大外径与环模最小内径相接触就会产生额外径向作用力(冲击负荷),且出现异常金属摩擦声。
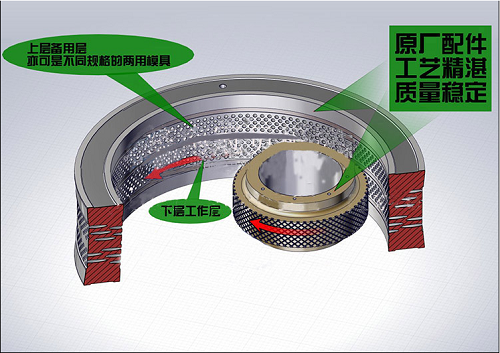
对于宝壳压辊环模来说,不用考虑这些问题。因为热处理后还会做一次加工,以确保压辊环模不失圆,经多次测定得知,最大外径与最小外径相差0.1mm左右,那么最大外半径和最小外半径就相差0.05mm左右,这个数值对实际生产基本没影响,所以可忽略。
关于网上抄录的一些文章要求压辊的外表面与环模的内表面轻微接触,并在主轴转动下达到似转非转。
张家口宏兴机械工程师教你一个最直接最简单最实用的调节方法:将压棍的最大外径点与环模的最小内径点在扳手稍稍吃力的情况下紧死就可以。新设备稍稍紧死,更换环模后没有换压棍或者更换压棍后没有换环模需要吃力紧死,因为中间有木屑的间隔,即使紧死也不会使环模与压棍接触。
遵循新环模吃力小、旧环模吃力大的原则就好;虽然压辊与环模间隙太小,压辊与环模容易磨损,反之,间隙太大会造成出料困难,但我们总不能为了减少这一丁点的磨损而每天开机前去频繁的调整环模压棍之间的间隙吧。

木屑颗粒机压辊环模间隙调整不合理还会影响设备的使用寿命,通常会出现以下两种状况。
一、压辊架板定位销断裂
木屑颗粒机压棍由于额外径向作用力的作用,通过压辊偏心轴传递反作用于压辊架板,使压辊架板承受周期性的交变应力,压辊架板定位销磨损松动,从而使固定架板的螺丝承受剪切应力作用,长期在剪切应力作用下导致架板螺丝和定位销产生剪切断裂,或者固定压棍架板的四个高强度螺栓松动,如果发现不及时会造成螺栓掉入棍模之间,造成设备更大的故障。
二、压辊轴承损坏
额外径向力通过压辊传递给轴承,虽然用于支承压辊旋转的轴承采用圆锥滚柱轴承能承受一定的径向和轴向载荷,但轴承长时间在正常负荷下一般发生疲劳点蚀失效,而在冲击负荷下则易发生由于轴承内外圈滚道,滚珠工作表面上的局部应力超过材料的屈服极限的塑性变形失效。
表现为轴承内外圈,滚珠上有明显的不均匀磨损凹坑痕迹,旋转精度下降,如塑性变形量超过一定值轴承温度迅速升高,润滑脂烧焦,轴承保持架变形,轴承卡死而失效。由于压辊轴承是内圈固定外圈转动,如额外冲击负载较明显,则失效后的轴承保持架某处会明显发现有压伤现象,最终烧坏轴承。
在木屑颗粒机操作过程中如经常发生架板定位销断裂和压辊轴承损坏现象,在无其他明显原因的情况下,一般均是环模、压辊失圆且两者之间间隙调整过小所致。
由此可见,压辊与环模间隙不仅影响着木屑颗粒机出料难易,而且还影响木屑颗粒机本身的寿命。