
颗粒机压辊异常磨损,到底是啥原因?
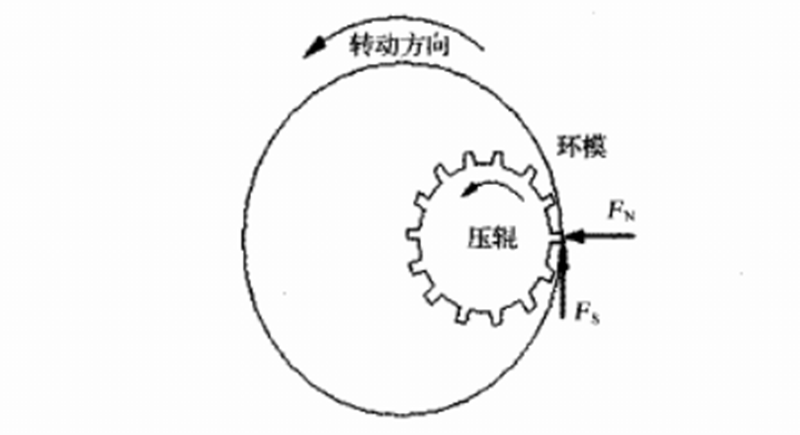
[压辊环模 新闻资讯]压辊是颗粒机的重要零部件及易损件之一,它与环模配套使用,两者对原料进行挤压使物料成形。
在使用一段时间后,因其受到物料和环模内表面的强烈摩擦和挤压,使得其外表面受到严重的磨损,从而导致无法正常工作,需定期更换。有调查数据显示,压辊和环模损耗成本约占颗粒生产成本的25%左右。
颗粒机压辊磨损分析
压辊磨损可分为粘附磨损、表面疲劳磨损、磨粒磨损、腐蚀磨损和微动磨损等形式。因为在制粒过程,压辊在环模内滚动,其外表面承受的接触压应力,同时又受到物料颗粒强烈的摩擦和挤压,所以压辊的磨损多为疲劳磨损。而压辊磨损速度的快慢也会受压辊的材料、表面状况、摩擦性质、接触疲劳强度、法向载荷的大小以及物料性质等因素影响。
当压辊出现了严重磨损,磨损层深度超过压辊工作层厚度的70%,颗粒的成型率已下降到75%以下时压辊应为失效。此时压辊的攫取能力明显下降,出料速度降低,散料增多,外表面凹坑迅速增多,需更换新的压辊系统,否则会降低颗粒的成型率、颗粒机及环模使用寿命,增加生产成本,影响生产率。
颗粒机压辊异常磨损
目前环模和压辊的损耗比大约为1:2,如果你的压辊磨损过快,就属于颗粒机压辊异常磨损,需查查是否有以下原因了:
1、压辊表面出现凹坑、划痕。由于砂粒、铁屑等硬质杂质对压辊的磨损,属于非正常磨损。建议原料粉碎前加除杂工序,将原料中掺杂的砂粒、铁屑等清除干净,可在颗粒机进料口处再次设置除铁器等清除装置。
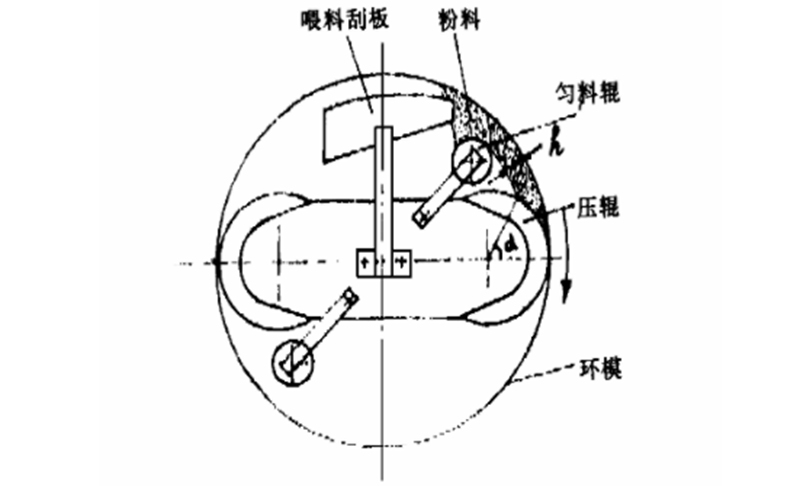
2、物料在进入压缩区前分布不均匀。物料从压辊表面的一侧喂入工作室,匀料器没有来得及将物料分配均匀就已经压入环模孔,致使一侧的物料较厚,加剧压辊磨损。建议改变刮板形状或安装位置,或增设匀料辊,使物料在压制室均匀分布。
3、物料在挤压的同时偏向了两边。建议压制不同的物料选用不同的压辊壳。
4、没有定期定量的给压辊加入润滑脂,压辊轴承只有在充分的润滑后才能达到理想的工作状态。
5、没有及时调整压辊与环模的配合间隙。一般为0.2-0.5mm,间隙绝对值不能大于0.5mm,否则会直接影响产量和产品质量,如果间隙小于0.1mm,就会加快压辊与环模的磨损,同时也会影响产量。
6、压辊两端的密封盖磨损严重。建议更换新的密封盖。
7、长时间没有拆掉过压辊。压辊下板部分与主轴前段生锈,所以摩擦力增大了,建议用废机油润滑,再尝试转动。
8、压辊壳内的轴承安装不到位。压辊轴承松了影响压制效果,太紧也会造成压辊憋死。

颗粒机压辊维护保养
1、定期检查压辊的不正常磨损
2、确保压辊的正常安装和调节
3、压辊润滑很重要,要遵守正确的润滑步骤。
4、更换压辊应配合新压辊用新环模的规律
5、经常旋转压辊,以均匀分散磨损。
要延长颗粒机压辊的使用寿命,提高制粒的质量,降低企业的生产成本等,还需正确选择颗粒机压辊的参数设计、材质及机械加工工艺。详见: