
饲料颗粒机环模哪个位置最易被磨损?磨损后如何修复?
[压辊环模 新闻资讯] 饲料环模颗粒机的工作原理是利用环模和压辊的强烈挤压作用, 将物料逐渐挤入环模的模孔中并在模孔中成形,由于物料在模辊之间的连续挤压,成形后的料从模孔中不断呈柱状排出,然后由切刀切成所需长度的颗粒。
饲料颗粒机环模磨损
环模是颗粒机的核心部件,是一种多孔环形易损件,模孔密布、壁薄,在正常工作过程中,始终存在着与物料间的摩擦作用,承受着交变载荷,压力大,随着生产物料量的增加,环模逐渐磨损,并最终导致失效。

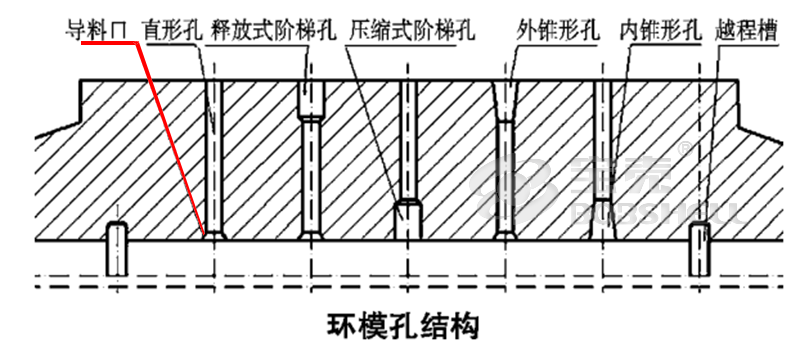
从环模实际磨损失效现象分析,除环模本身设计参数、质量、装配等原因外,疲劳破坏是主要失效形式。据有关研究团队观测,环模在使用过程中,喇叭口磨损最快。内径磨损会导致环模导料口(又称为喇叭口)变形或被磨掉,导致挤压时的进料量、挤压力减小,模孔挤不出料,致使模孔堵塞、环模失效。
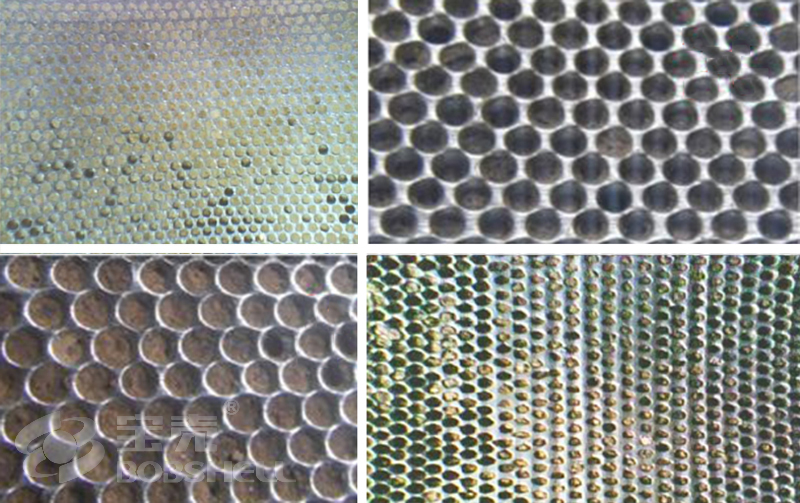
宝壳压辊环模提醒大家环模参数的开孔率不易过高,否则区域喇叭口面积减少会降低饲料挤入量,造成制粒困难,降低制粒产能。另外,模辊间隙过小、压辊打滑、环模同心度不准、物料的壳料片状纤维较多等也会导致环模喇叭口变小。以下是部分环模喇叭口磨损情况:
环模喇叭口磨损的影响
环模导料口是便于物料流入模孔,若其磨损严重,会导致进料口不顺畅,将直接影响企业的生产效率,增加颗粒机压辊的打滑机率,减少颗粒机环模、压辊的使用寿命,甚至影响成型颗粒的品质(如出现弯曲、变硬、碳化等)。
环模喇叭口修复注意事项
当环模使用一段时间后,应定期检查环模内表面局部是否有凸出不平整的部分,并检查模孔导料口是否有磨平、封口或内翻等现象,一旦发现可对其进行必要的倒角修复,以延长环模的使用寿命。
1、倒角前要仔细检查模孔中是否有金属及杂物,需清理干净。
2、饲料颗粒机环模倒角修复要求角度为45度,模孔之间间隙为0.5-1毫米,若修磨后没有在中线上会影响修模质量。
3、倒角钻头角度参考:比如模孔孔径≤2.0,钻头角度45°;模孔孔径2.0<模孔孔径≤3.5,钻头角度50°;3.5<模孔孔径≤5.0,钻头角度55°;模孔孔径>5.0,钻头角度60°。
4、修磨钻头注意每个钻头切削刃角度保持一致,不能随意改变。
5、倒角扩孔后检查有无遗漏未扩的模孔,并将环模内表面打磨去除毛刺。
6、修复时应注意环模内表面的厚度,环模工作内表面最低处应高于越程槽底部2mm,并且修复后仍有压辊偏心轴调节余量,否则环模就应该报废。

张家口市宏兴机械22年专注环模定制,自主研发“涂覆”新工艺,采用新型耐磨材料涂覆模具所有喇叭口,能让模具寿命延长2倍,耐磨效果达200%!