
教科书式的环模使用及保养常识,一定要收藏!
由于环模是颗粒机高价格的易损件,是制粒工序中最为重要的环节,将环模使用好、用到极致对于生物质颗粒厂家及饲料颗粒厂家来说,是提高产量和质量、降低成本的重要环节。因此在使用环模时,应确保颗粒机的工作状态良好,如果设备存在故障或某些部件磨损严重时,应及时维修或更换零部件,并确保环模正常使用,使颗粒机迅速恢复到良好的工作状态。

环模装机调试注意事项
环模装机时要规范操作,调整好环模与主轴的同心度、环模的平衡度,压辊与环模之间的间隙、喂料刮刀的角度、以及各紧固螺栓的钮力、切料刀的角度等至关重要。
对于采用抱箍抱紧装配的机型来说,是靠耐磨环定位,由抱箍抱紧而固定,所以抱箍等零配件的磨损是至关重要的,安装环模时应该检查颗粒机的以下零部件:
1、抱箍。抱箍安装时一定要有足够收紧力,否则将使颗粒机产生振动,产能下降、严重影响环模和颗粒机的使用寿命。环模导向口打平或使环模开裂、碎裂,增加颗粒机主轴和空轴的轴承以及齿轴等零部件负载,加快传动轮等零部件磨损。
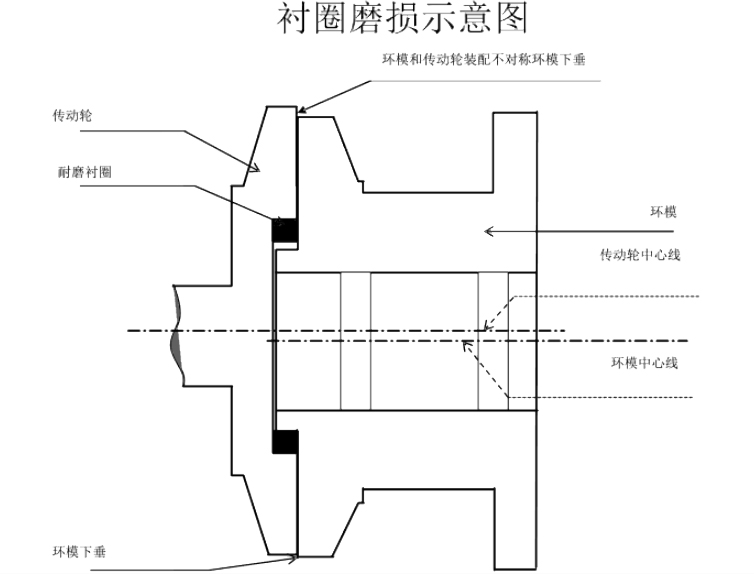
2、耐磨环。耐磨环磨损使环模与传动轮即空心轴不同心,就是我们常说环模同心度不好,也将使颗粒机产生振动产能下降、严重影响环模和颗粒机的使用寿命。
3、传动键。传动键磨损后使环模运转时会有回转现象,增加耐磨环、抱箍的磨损,使环模键槽打破甚至开裂。
4、压辊。压辊安装不到,会使压辊有窜边现象,模辊工作区发生轴向相对偏移。
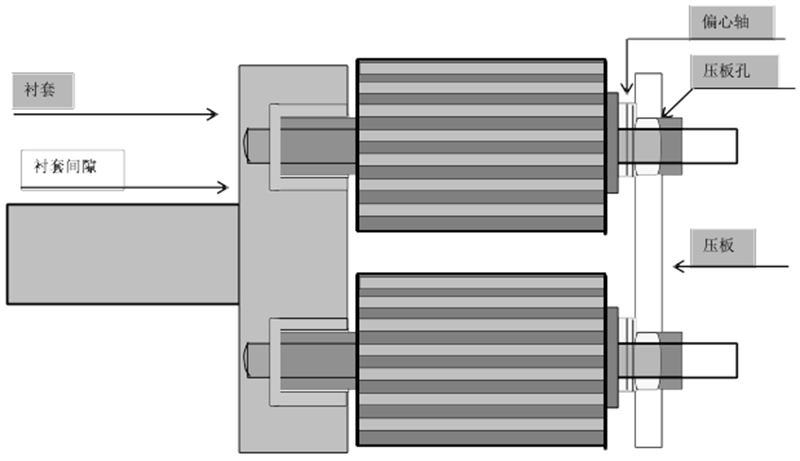
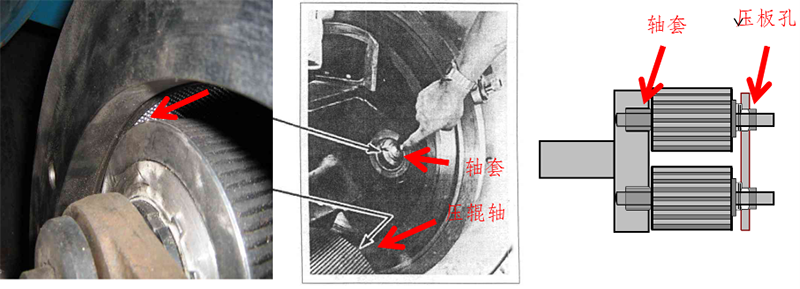
5、压辊轴及两头衬套。在安装压辊前,应检查压辊轴两头以及衬套的磨损情况;检查压辊主轴是否松动;主轴与偏心轴之间的间隙不超过0.3mm,以保证环模压辊 间隙能均衡稳定。
6、调隙轮和锁紧螺丝。压辊与环模之间的间隙,是靠调隙轮来调整和固定的,如调隙轮齿槽磨损,锁紧螺丝有滑牙等情况时应及时更换,防止因模辊间隙在生产中自行放大,而造成的产量下降、电流增高、甚至堵机的发生。
7、喂料刮刀。喂料刮刀的磨损或安装的不规范,会使环模和压辊的压制区喂料不均匀。最后造成环模工作面磨损不均匀(高低不平),模孔放大不一致,导致制粒产量下降,颗粒料的粗细差别很大,甚至降低环模寿命。因此要经常检查喂料刮刀的磨损情况和调整角度,发现磨损严重应及时更换。
8、颗粒机主轴间隙等情况。主轴间隙过大:间隙过大会使环模运转时有跳动和压辊摆动现象,造成模辊间隙难以恒定,挤压区的压力不稳定,影响制粒效率,增加堵机的机会。主轴间隙过紧:间隙过紧会使主轴轴承烧坏,因此当收紧过主轴轴承后,机器运转时要仔细观察,主轴是否有发热等情况发生。
环模与压辊的间隙调整方法
正常情况下,环模压辊的间隙在0.1-0.3之间,由调隙轮和锁紧螺丝的作用下,使间隙保持不变。若间隙过小会加剧环模和压辊的磨损,增强压辊对环模挤压产生的内应力,从而减少压辊和环模的使用寿命,甚至造成环模喇叭口严重磨损。
为了获得最佳的制粒效益,正确调整好环模与压辊之间的间隙是非常重要的。在调整模辊间隙时,必须保证环模工作面和压辊工作面上,干净无积料的状态下进行,转动环模一周,有四分之一或三分之一工作面,能带动辊壳运转便可,同时要保证调隙轮和锁紧螺丝处在良好的工作状态。
另外,宝壳压辊环模提醒大家,新环模可能因模孔内的光滑度未达到镜面要求,因此对物料产生的阻力和摩擦力较大,为满足这一部分的工作要求,间隙应稍调紧些,以增加更大的压力,保证新模出料顺畅。可调整到环模转动一周,有四分之三工作面能带动压辊运转即可。当环模生产8-10小时后,再把间隙调整到正常状态(四分之一工作面带动压辊壳运转)。当模辊间隙调整好后, 禁止随意让制粒机在没有物料喂入的情况下,做不必要的空转。
张家口市宏兴机械22年专注环模定制,采用新型耐磨材料涂敷模具所有喇叭口,涂层能让模具寿命延长2倍,耐磨效果达200%!