浅析颗粒机环模越来越不耐用的原因
【环模 新闻资讯】遇到不少网友咨询:现在的颗粒机环模越来越不耐用了,甚至生产一百多吨颗粒就不成型下岗了。由于环模是颗粒生产的易损件,更换和维修都需要花费大量人力成本和时间成本,大大增加了生产成本。这个环模失效有哪些原因所致呢?

影响环模失效的设计参数
1、环模转速设计:需依据颗粒成型率、物料的品种和稳定性等。转速过高会降低成型率,增加离心力影响机器稳定性。一般线速度为2.5-7.5m/s。
2、环模孔型:模孔设计有多种,可根据不同的物料选取不同模孔设计,直形孔多用于加工混合物料,锥形孔用于加工高纤维物料,内锥形孔多用于牧草类等大体积物料。
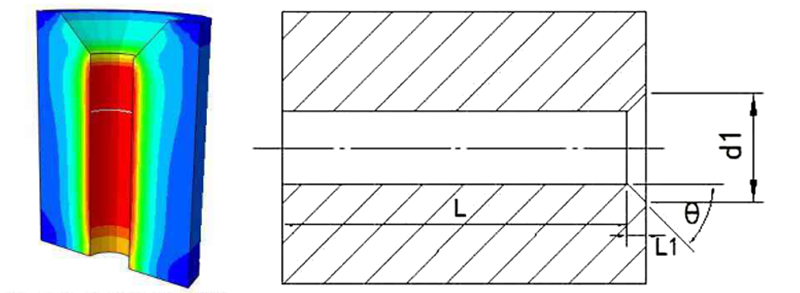
3、模孔锥角及进料腔长度:环模进料孔一般设有锥角和进料腔长度,它们的长度不同也会影响着环模的使用寿命和颗粒成型。有研究表明,当锥角过大时,开孔率会降低,进料腔长度为6mm的环模模孔结构所受的应用较小。在实际应用中要考虑各方面因素,加以设计会更合理。
4、环模开孔率:影响着颗粒生产率的高低和环模强度大小。加大开孔率,产量明显提高,但环模强度下降,缩短其使用寿命;减少开孔率,则环模强度提高,但产量下降。
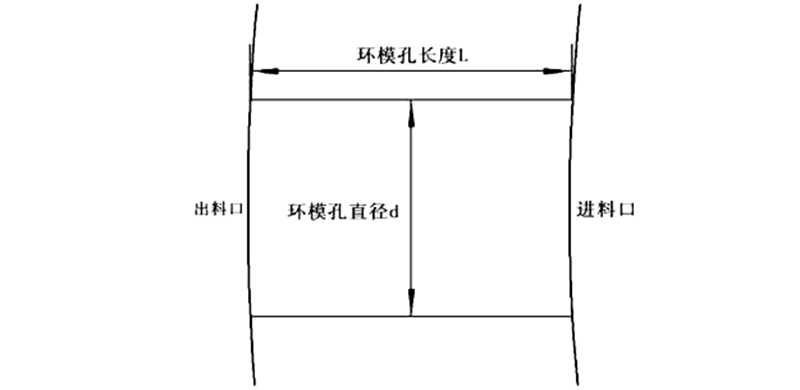
5、环模压缩比:即环模长径比,环模模孔的有效长度和环模的孔径的比值。压缩比小,可增加颗粒机产量、减少能源损耗,减少环模磨损,但过小会致颗粒不成型、松散、大小一不等。压缩比大,颗粒成型好,表面光滑、粉化率低,但过大会造成产量低、能耗过大,颗粒发黑碳化甚至堵机。
6、辊模间隙:压辊和环模的间隙不宜过大或过小,应以保证在两者间的原料不打滑的情况下,尽量调大环模和压辊间隙,使其达到最优效果。
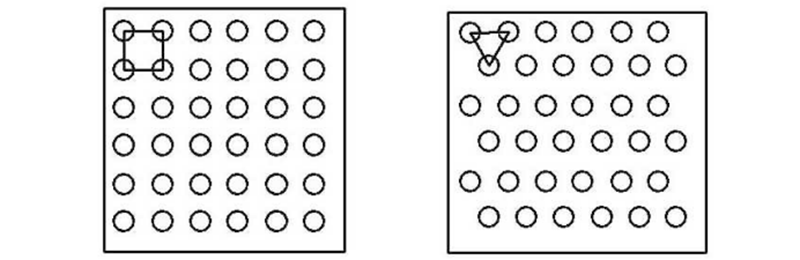
7、模孔排布:平等排列和交错排布。多用交错排布方式,可以使物料均匀进入模孔。
导致环模失效的常见原因
1、原料中含沙石或铁杂质过多,又或环模被落在制粒室内的轴承滚珠等金属硬物强行挤入。
2、环模厚度太薄强度不够,模辊间隙过小,致使出现爆模或开裂。
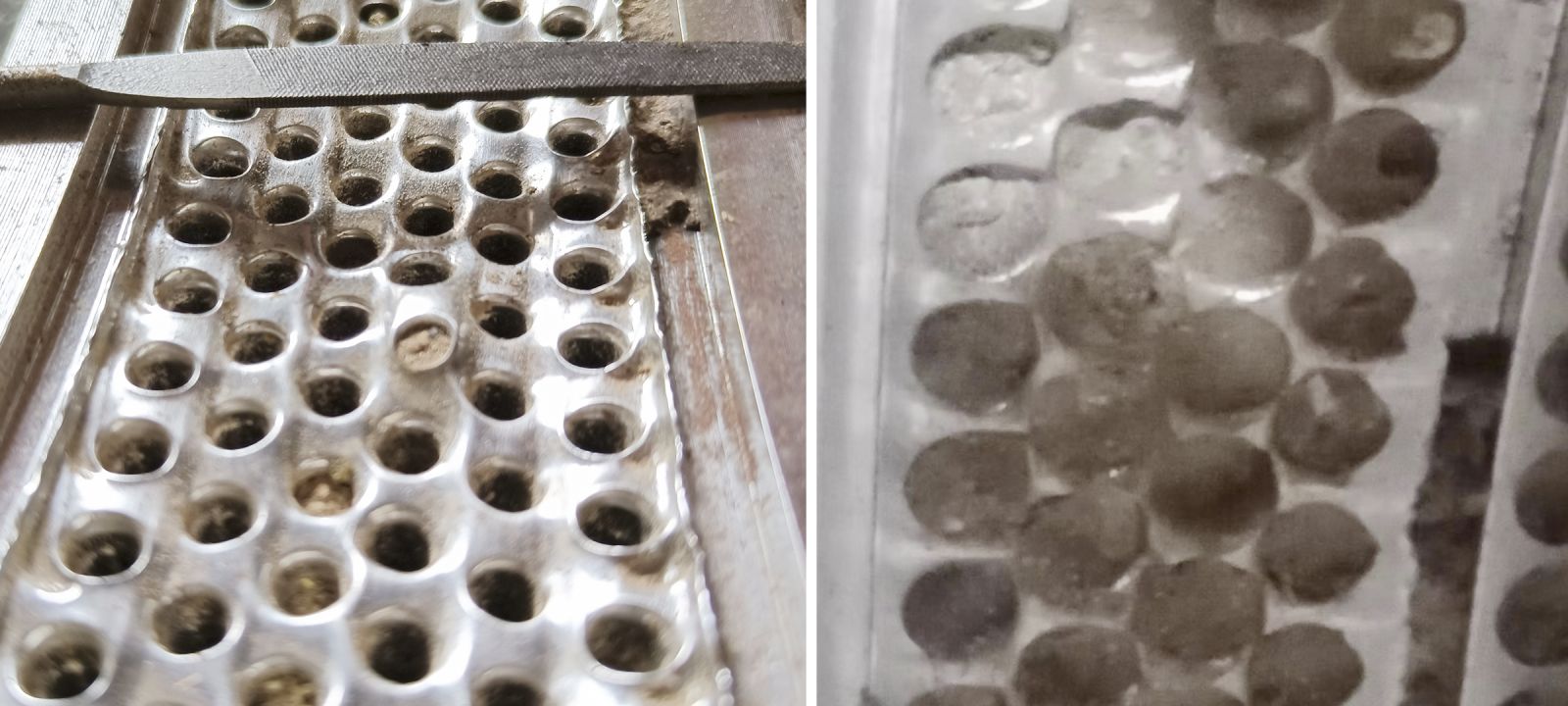
3、工作一段时间后,出料各小孔内壁磨损,孔径增大。
4、环模内壁磨损后,内表面凹凸不平严重,使物料流动受阻,出料量下降而停止使用。另外内壁磨损后,使内径增大,壁厚减小,同时出料小孔内壁也随着磨损,使各出料小孔间的壁厚不断减薄,因而结构强度下降导致环模失效。