
颗粒机压辊打滑不出料?究其原因有10个
[压辊 新闻资讯] 在颗粒生产过程中,我们经常会遇到颗粒机压辊打滑的情况。颗粒机压辊打滑会导致出料不畅,如不及时处理,最终将会造成颗粒机模孔堵塞、不出料,降低了生产效益。
由于颗粒机压辊是易损件,如何提高颗粒机的生产率和降低能耗,一直是大家最为关注的。今天我们就一起聊聊颗粒机压辊打滑不出料的原因及解决方法。

颗粒机压辊结构及作用
颗粒机压辊结构包括由外向内依次套接的外压盖、滚子轴承和偏心轴,外压盖和滚子轴承的两端端面上盖合有内压盖,偏心轴贯穿内压盖。
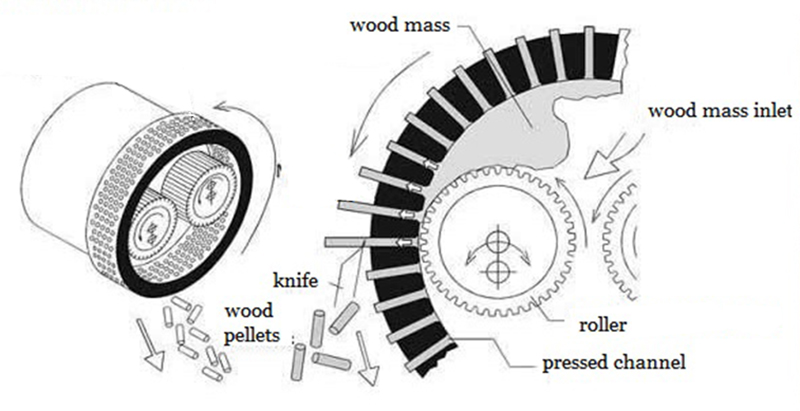
压辊的作用是向环模挤压物料并从模孔挤出成形的,其传动力是环模与压辊间的摩擦力。为了防止打滑和增加攫取力,压辊表面会采取增加摩擦力耐磨的措施,辊面上设计有齿型。
颗粒机压辊打滑的10个原因及解决方法
生产实践表明,只要生产物料的性状发生变化,或加工过程中其它条件发生变化,颗粒机压辊打滑的现象就有可能发生。
原因1:压辊和主轴安装的同心度不好
解决方法:
○检查压辊轴承安装是否合理,以免造成压辊壳偏心偏向一边。
原因2:环模喇叭口磨平,造成模具不吃料
解决方法:
○检查颗粒机的抱箍和传动轮以及衬圈的磨损情况。
○调整环模安装的同心度,误差不可超过0.3㎜。
○压辊间隙应调整到:压辊有二分之一的工作面是与模具工作的,还应确保调隙轮和锁紧螺丝,在良好的工作状态。
○压辊打滑时不得让颗粒机长时间自行空转,等待它自行排料。
○使用的环模孔径压缩比偏高,造成模具排料阻力大也是压辊打滑的原因之一。
○颗粒机在没有物料喂入的情况下,不可让颗粒机做不必要的空转。
原因3:压辊轴承咬死
解决方法:
○更换压辊轴承。
原因4:压辊壳不圆
解决方法:
○辊壳质量不合格,更换或修复辊壳。
○压辊打滑时要及时停机,避免压辊长时间空转摩擦。
原因5:压辊主轴弯曲或松动
解决方法:
○更换或拧紧主轴,更换环模和压辊时要检查压辊主轴情况。
原因6:压辊工作面与环模工作面相对错位(串边)
解决方法:
○检查压辊是否安装不当,更换压辊。
○检查压辊偏心轴是否变形。
○检查颗粒机主轴轴承或衬套磨损。
原因7:颗粒机主轴间隙太大
解决方法:
○检查颗粒机收紧间隙。
原因8:环模出孔率偏低(低于98%)
解决方法:
○用手枪钻打通模孔,或放在油中煮,研磨后再投料。
原因9:原料过粗、水份偏高
解决方法:
○注意水分保持15%左右,如原料水分偏高,原料进入环模后会出现堵模和打滑现象,原料的水分控制范围在13-20%之间。
原因10:新模加料过快
解决方法:
○调整速度,确保压辊具有足够的牵引力,防止压辊打滑,并及时检查环模和压辊的磨损情况。

由于压辊与环模的线速度基本相等,压辊的磨损率比环模高2.5倍,故压辊的硬度要高于环模,所以压辊一般采用合金钢制造,可以有效地减缓压辊的磨损,延长其使用寿命,同时也节省了更换压辊的时间,提高了生产效率。
