
浅析环模颗粒机料层厚度对制粒的影响
[压辊环模 新闻资讯]环模颗粒机的工作原理是物料通过进料口进入到转动着的料盆内,由于离心力作用,使得物料不断地甩向环模的内壁面上,形成均匀的环形物料层,这一环形物料层被带入到环模和压辊的接触面上,通过对物料不停地旋转挤压,使其强行进入环模孔中成型,呈圆柱状从模孔中挤出,并由切刀切断成长度均匀的颗粒。
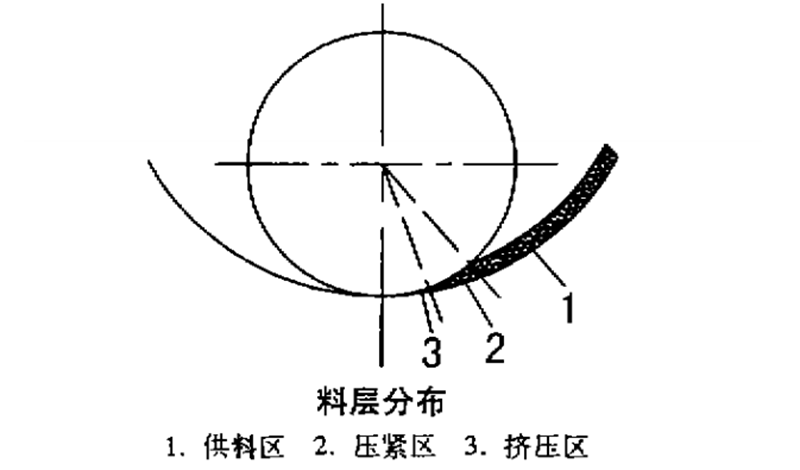
颗粒机料层分布
环模颗粒机压制室内的料层分为三个不同的区域:供料区、压紧压和挤压区。在压紧区内,由环模和压辊形成的工作楔角小于料层的临界磨擦角,料层被带动随环模和压辊的转动而同步运动,移向挤压区,且随着压紧区内任一断面面积在运动中的不断减小,料层被逐渐压紧,密度不断增大,但其内部各点的压强还不足以克服模孔的磨擦阻力,所以料层只是不断被压缩,但并不向模孔流动。
而在供料区,由于环模和压辊形成的楔角大于料层的临界磨擦角,料层不被攫人带动前移,只是堆积在环模和压辊之间,随着前面压紧区内料层的前移,逐步补进由环模和压辊转动时不断形成的新的压紧区空间内。
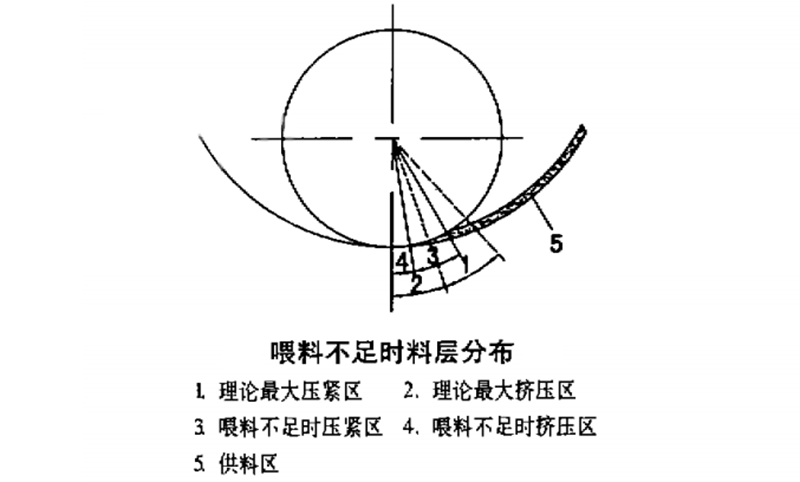
颗喂料不足时料层分布
理论上当供料区物料层厚度处于最佳值时,变形压紧区和挤压成形区的长度达到最大。当喂料量偏小,供料区物料层厚度小于最佳值时,变形压紧区和挤压成形区会随着供料区厚度的减小而缩短。也就是说供料区物料层厚度偏小时,变形压紧区的起始点将向挤压成形区的终点移动,而挤压成形区的终点D是恒定不变的。
变形压紧区的起始点向挤压成形区的终点移动,这时如果要将物料压到原先的密实程度,变形压紧区的长度不会缩短,相反还需要适当延长。随着变形压紧区向挤压成形区区终点D的移动,在任一相同的区间长度内,空间的缩小量在不断的变小,导致挤压成形区的长度也在减小,进而造成被挤压进环模孔的物料减少,生产效率降低。
喂料过多时料层分布
制粒时,喂入的料层分布在压紧区、挤压区和总厚度没有超过压紧区最大切入点的供料区,颗粒机在允许的功率下会正常工作。如果供料区物料层厚度大于变形压紧区的最大起始点,即超过供料区物料层厚度的最佳值,多喂入的料所在区间挟入角大于临界磨擦角,物料不会被攫入压紧区,这样随着喂料量的加大,进出平衡被打破,进大于出,供料区的料层会越积越厚,直到堆满所有空隙,会导致环模孔堵塞,环模颗粒机不能正常工作,电流增大。
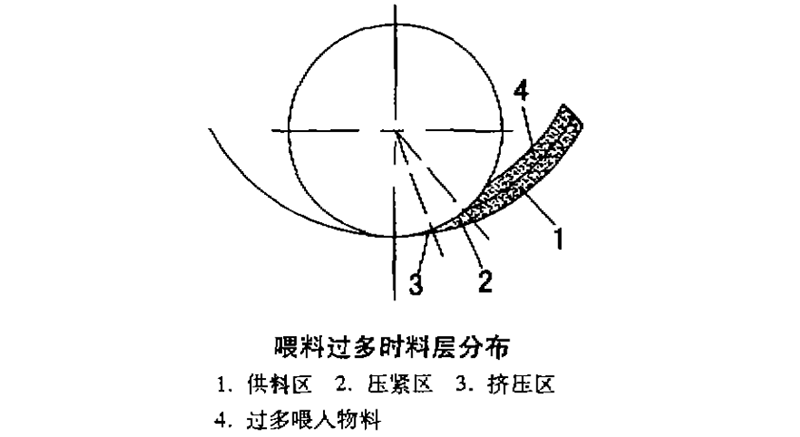
因此,在颗粒机实际生产过程中,当环模和压辊结构参数一定时,根据压制不同的物料,应该选用不同的喂料量,检查进料是否均匀,料层是否过厚,有忽厚忽薄的情况,否则会导致电流不稳定,甚至造成憋机现象,影响制粒质量和生产效率。