
影响颗粒机压辊使用寿命有哪些因素?
[压辊 新闻资讯] 压辊是颗粒机上的重要零件,它的性能和质量影响着颗粒加工的产量与质量,是颗粒压制成形的直接工作部件,也是颗粒加工过程中消耗量大的易损件。常常接到网友的咨询,颗粒机压辊才用几天就磨损了,想改用宝壳更耐磨、使用寿命更长的压辊。没问题,安排!我们今天就来聊聊影响颗粒机压辊使用寿命的几大因素。
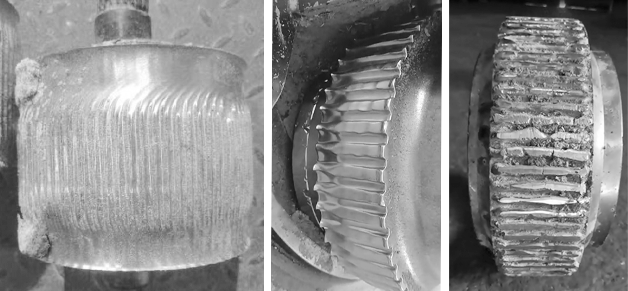
压辊的磨损机理
按材料的磨损机理来分,一般压辊磨损可分为粘附磨损、表面疲劳磨损、磨粒磨损、腐蚀磨损和微动磨损等形式。因为在颗粒机的运转过程中,压辊在环模内滚动,其外表面承受着脉动的接触压应力,同时又受到原料强烈的摩擦和挤压。因此压辊的磨损机理应是疲劳磨损和磨粒磨损两种形式的综合。
影响颗粒机压辊使用寿命的因素
压辊磨损速度的快慢主要受压辊的材料、表面状况、摩擦性质、接触疲劳强度、载荷的大小以及原料的性质等因素影响。
1、压辊材质
压辊的金属材料成分和性能是决定其耐磨性的先决条件。常用的压辊材质有C50、20CrMnTi、GCr15,制作工艺采用数控机床加工。为了易于攫取原料,压辊面可根据需要加工成通槽、闭槽、蜂窝等齿型。不建议图便宜使用劣质压辊材质,应从源头保证颗粒机压辊的硬度和耐磨性。
2、热处理工艺
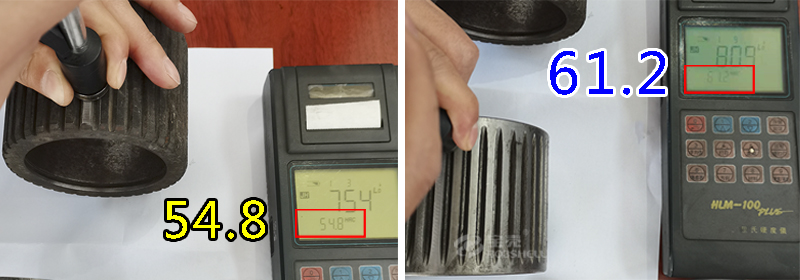
不同材质的压辊热处理的方式也不同,加上适合的热处理工艺,可使压辊皮使用寿命更长。一般来说,颗粒机压辊硬度越高耐磨性越好,热处理硬度值达到HRC58-62的压辊有更高的强度和耐磨性。
以下是我们通过试验得出的数值:普通压辊:HRC54.8,硬度低不耐磨;宝壳压辊:HRC61.2,具有良好的耐磨性。只要严格掌握制造工艺,保证加工精度和热处理质量,压辊就能达到设计要求。
3、其他制造工艺
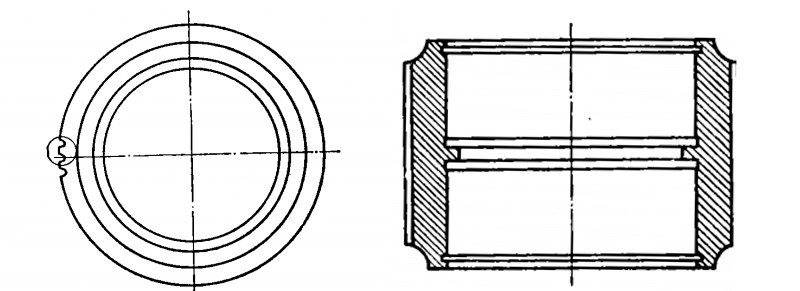
颗粒机压辊的工作寿命,是以工作时单位时间内的产量为统计数据,产量会受诸多因素制约。作为压辊制造质量衡量指标,有效宽度、有效厚度、料孔表面粗糙度与产量有着密切的联系。
比如磨削工艺,车削工艺比磨削工艺粗,内孔比测量结果更大,产生间隙更大,影响配合精度。普通压辊:车削工艺,内圆表面粗糙值大;宝壳压辊:磨削工艺,内圆表面粗糙度小。
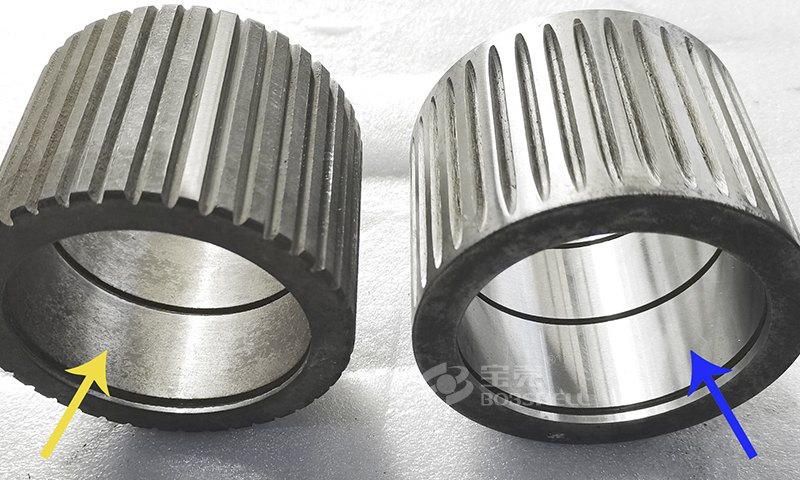
又或内孔公差精度,压辊在工作状态下与轴承是过盈配合,过盈配合是轴承尺寸必须大于压辊内孔尺寸。如果内孔尺寸大于轴承外径,会加速损耗轴承寿命。普通压辊:内孔80.04,轴承外径是80,产生间隙;宝壳压辊:内孔79.99,符合公差要求。

4、颗粒原料的种类
原料为玉米秸秆、花生壳、树根、建筑模板等,这些原材料里面含沙土,石子等杂质较多,加工这些原料会大大降低压辊的使用寿命。
5、模辊间隙
实践证明,安装后的模具压辊工作间隙应均匀,运行才能平衡。模辊间隙太大,物料打滑,出料率低;间隙太小,机械磨损大,影响整机寿命。
间隙的控制与模辊内径和端面对安装定位基准面的圆跳动也有关系。如果模具径向跳动过大,在空心主轴上有较大的径向跳动,与压辊表面断断续续的接触和冲击,使模具经不起持续多次冲击而出现断裂报废。同样模辊径向跳动和端面跳动对内径跳动允差过大,使整台颗粒机运转不平稳、振动,噪音日益增大,加大了模辊爆模、断裂的可能性。