
浅析颗粒机制粒室料层的变化
【环模 新闻资讯】在制粒生产中,颗粒机一般把在制粒室内分布的料层分为三个不同的区域:供料区、压紧区和挤压区。
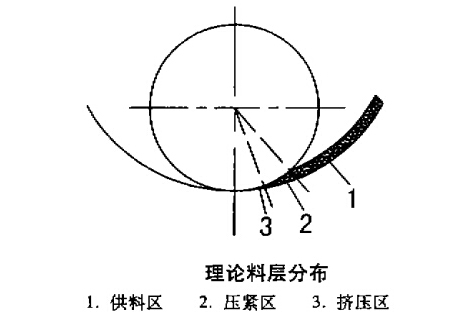
在挤压区内,随着压强的增大,料层的挤压力超过了模孔的摩擦阻力,原料被逐步挤入模孔,形成理想中的圆柱状,再经切刀切成所需长度的颗粒。
在压紧区内,由环模和压辊形成的工作楔角小于料层的临界摩擦角,料层被带动随环模和压辊的转动而同步运动,移向挤压区,且随环模和压辊的转动而同步运动,移向挤压区,且随着压紧区内任一断面面积在运动中的不断减小,料层被逐渐压紧,密度不断增大,但其内部各点的压强还不足以克服模孔的摩擦阻力,所以料层只是不断被压缩,但并不向模孔流动。
在供料区,由于环模和压辊形成的楔角大于料层的临界摩擦角,料层不被带动前移,只是堆积在环模和压辊之间,随着前面压紧区内料层的前移,逐步补进由环模和压辊转动时不断形成的新的压紧区空间内。

颗粒机制粒室料层的变化
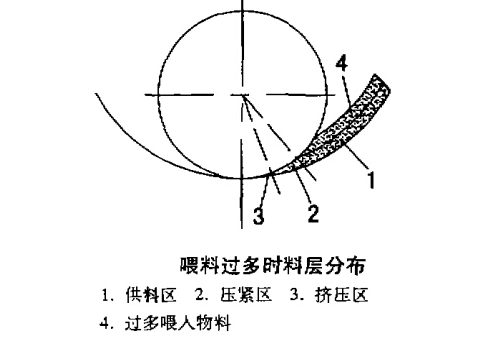
在制粒生产中,有一定数量的物料喂入,三个区域都是会同时存在的,只是在任一特定的各变量因素暂时假设不变的前提下,对每一个特定的工况。理论上挤压区、压紧区都有一个特定的最大值。
颗粒机实际工作时,喂入的料层分布在压紧区、挤压区和总厚度没有超过压紧区最大始入点的供料区,颗粒机在允许的功率下会正常工作。一旦喂料量太大,超过压紧区的最大始入点的厚度,则料层就会堆积并逐渐增大,颗粒机就不能正常工作。
当环模颗粒机结构参数和制粒功率在一定条件下,环模和压辊之间供料区物料层厚度存在最佳值的情况下,可以最大程度地提高环模颗粒机生产效率和降低制粒能耗。
模辊间隙引起的料层影响
1、压辊间隙过小使得料层厚度太薄,模具吃料量少,物料在模具内的推进速度慢,而且由于料层过薄导致料层硬实度过高,压辊在挤压过程中制粒室内温升太高,致使物料水分蒸发较快,物料又不能及时快速地从模具孔挤压出来,因此就出现了这种现象。
2、挤压出来的颗粒紧实度不够、表面碳化不明显、光泽度不好、甚至会比较松散,但是颗粒长度还可以,出料速度也还可以。这种现象是由于压辊间隙大,但是还不算特别过大而导致的。压辊间隙大致使料层太厚,压辊挤压力作用在料层上会向上下两个方向分散,挤压颗粒压辊所给的压力不够,料层本身太过松散所致。
3、颗粒机不出料,原料浮在制粒室不往外出颗粒,这种现象是由于压辊间隙过大导致的。压辊间隙过大,没法形成料层,所以就出现不出料的情况。